
Réactions chimiques exothermiques. Analyse des
accidents majeurs.
Exothermic chemistry reactions. Major accident analysis.
Redactora:
Silvia Calvet Márquez
Doctora en Ciencias Químicas
CENTRO NACIONAL DE CONDICIONES DE TRABAJO
| Esta Nota Técnica de Prevención es continuación de las NTP-527 y NTP-528. Después de haber comentado los factores que inducen al descontrol de una reacción durante un proceso químico, en esta NTP se hace un análisis de accidentes significativos ocurridos en el pasado, utilizando como fuente de información las bases de datos MARS y MHIDAS. |
Las reacciones fuera de control pueden ser origen de graves accidentes en la industria química. Estos accidentes son causados por una combinación de factores tales como un inadecuado diseño o instrumentación, conocimiento e información insuficientes (suele pasar cuando el proceso es nuevo), falta de mantenimiento, etc.
El principal objetivo de la investigación de los accidentes ocurridos es comprenderlos y, si es posible, preverlos. Tratar de comprender un accidente suele consistir en saber sus causas y, así, establecer medidas que reduzcan la probabilidad de que tenga lugar un accidente (prevención) o bien limitar sus consecuencias (protección).
En esta Nota Técnica se ha realizado un análisis de accidentes ocurridos en el pasado, consecuencia de la pérdida de control de una reacción química, según datos extraídos de las bases de datos Major Accident Reporting System (MARS) y Major Hazard Incident Data Service (MHIDAS). Todo ello con el objetivo de discernir las causas generales y específicas que han motivado tales sucesos. Además, en el último apartado de esta NTP se exponen varios ejemplos de accidentes graves ocurridos y las causas de los mismos.
Los accidentes ocurridos en los años setenta en Flixborough (Inglaterra), Seveso (Italia) y Duque de Caxias (Brasil) despertaron a nivel mundial la necesidad de regular las actividades industriales, para que tales accidentes nunca volvieran a producirse.
Desde entonces se han promulgado una serie de Reglamentos encaminados a reducir y controlar las consecuencias de los accidentes graves en los procesos industriales, en particular los procesos químicos.
La primera norma apareció el 24 de junio del año 1982, es la 82/501/CEE, conocida como directiva Seveso, y es de obligado cumplimiento para los países miembros de la CEE. Cuantifica los riesgos asociados a cada instalación y facilita los medios de prevención, para que no se produzca el accidente. En dicha norma aparecen listas de materias peligrosas con sus cantidades mínimas y clasificadas por sustancias tóxicas, inflamables y explosivas. La directiva fue modificada el 24 de noviembre de 1988, 88/610/CEE.
En el ámbito nacional esta directiva se transpuso a la legislación española con el Real Decreto 886/1988, sobre prevención de accidentes mayores en determinadas actividades industriales.
Tras más de diez años de experiencia en la aplicación de la Directiva 82/501/CEE del Consejo, relativa a los riesgos de accidentes graves en determinadas actividades industriales, y del análisis de cerca de 130 accidentes graves ocurridos en la Unión Europea durante este periodo de tiempo, la Comisión Europea vio la conveniencia de efectuar una revisión fundamental de esta Directiva.
Después de casi cinco años de trabajos y de seguir los trámites legales para la elaboración de esta nueva Directiva, el proceso culminó con su aprobación por el Consejo Europeo el 9 de diciembre de 1996 y su publicación en el DOCE el 14 de enero de 1997. Su denominación es la de Directiva 96/82/CE, relativa a los accidentes graves en los que intervengan sustancias peligrosas y, coloquialmente, se la denomina Seveso II (también, se la conoce por CORAG, Control de Riesgo de Accidentes Graves). La nueva Directiva, permite una aplicación más efectiva, un mayor intercambio de información entre los estados miembros, una ampliación de su ámbito y la inclusión de algunos aspectos ausentes en la Directiva original.
Esta Directiva ya ha sido transpuesta a la legislación española mediante el RD 1254/1999, de 16 de julio.
Todos los datos recogidos de los accidentes permiten la construcción de un banco de datos. Este banco, constantemente actualizado, facilita la construcción de modelos de accidentes; los modelos cuantifican las concentraciones, irradiaciones y sobrepresiones de sustancias y la vulnerabilidad de personas, equipos y estructuras.
La información histórica así recogida sistemáticamente, puede ser utilizada en la propia planta, en nuevos proyectos de plantas o en la modernización de plantas antiguas, para prevenir y evitar la repetición de los diversos tipos de accidentes ocurridos. El problema radica en que a veces los datos almacenados son sobre accidentes ocurridos en tiempo y condiciones anteriores, muy distintas de las actuales. Algunas de las bases de datos más conocidas son: MARS, FACTS, MHIDAS, SONATA y BDF, entre otras.
En esta NTP se ha realizado un estudio histórico sobre accidentes ocurridos en las industrias, utilizando como fuente de información las bases de datos MARS y MHIDAS. A continuación se explica el tipo de información que proporcionan ambas bases de datos, las características que han determinado su elección y los resultados obtenidos del análisis realizado.
La base de datos MARS recoge información pública sobre los accidentes graves1 en instalaciones de los países de la Comunidad afectados por las Directivas Seveso I y II. Se trata de un sistema de registro y de información abierto, administrado por el Departamento de Accidentes graves (MAHBA), establecido en el Joint Research Centre, ubicado en Ispra (Italia).
Las autoridades competentes de los estados miembros notifican, a la Comisión (según el artículo 15 de la Directiva Seveso II), los accidentes mayores que involucran a sustancias peligrosas. Los datos sobre estos accidentes son analizados a fin de clasificar los accidentes según una serie de parámetros (año del accidente, tipo de actividad, tipo de accidente, sustancia involucrada, consecuencias, etc.) y con objeto de extraer lecciones para prevenir accidentes similares o mitigar sus consecuencias.
Hasta hace unos años sólo se disponía de publicaciones resumen para ciertos periodos, como el publicado por Drogaris en 1993 (1) sobre las enseñanzas adquiridas en accidentes graves y que cubría 121 casos. Actualmente, la base de datos MARS es de consulta pública a través de Internet (2). Aunque sólo se puede acceder al 10% de los datos registrados (es posible acceder a otra serie de datos confidenciales siguiendo las instrucciones que se dan en la propia base). Posee información sobre 365 incidentes, que abarcan desde 1980 hasta 1999, según las siguientes pautas: tipo de accidente, sustancia directamente involucrada, origen inmediato, causas inmediatas, efectos inmediatos, medidas de emergencia tomadas y lecciones aprendidas.
Esta base de datos consiste en la fuente más fiable, ya que el origen de la información utilizada son notificaciones oficiales de las autoridades competentes, siguiendo un protocolo fijo y formato de notificación normalizado, aunque está limitado a los ocurridos en países de la CEE.
El total de accidentes registrados, 365 hasta la última consulta (última entrada de datos MARS de 26 de Octubre de 1999), se pueden clasificar según el origen del suceso (Tabla 1). Puede observarse en dicha tabla que, más del 60% de los accidentes han tenido lugar en la planta de producción durante el proceso. Así mismo, respecto a la causa general que los ha originado (Tabla 2), los fallos de planta o de equipo, junto con los errores humanos abarcan la casi totalidad de los accidentes.
| Tabla 1. Origen general de los accidentes graves (fuente: MARS 3.0) | |||||||||||||||
|
| Tabla 2. Causa general de los accidentes graves (fuente: MARS 3.0) | |||||||||||||||
|
|||||||||||||||
Nos interesaban principalmente los sucesos acontecidos en la planta de proceso, por ello tomamos como base de estudio los 242 incidentes con origen en pro ceso (Tabla 1). De estos hay 48 que pueden considerarse “runaway” (reacción fuera de control), según se interpreta de la información dada en la descripción del accidente (ya que esta opción no está contemplada en los campos de búsqueda del programa). Estos resultados indican que, de los accidentes ocurridos en plantas de proceso, un 19.8% han sido provocados por la pérdida de control de la reacción (es decir, un 13.2% del total de registros).
Estos 48 accidentes, que se pueden considerar que han ocurrido debido a la pérdida de control de la reacción, han sido clasificados por causas generales de modo similar a la forma en que clasifica la base de datos MHIDAS (esto se ha hecho para poder comparar los resultados obtenidos con ambas bases). De este modo se ha obtenido la Tabla 3, en la que figuran los mismos campos de búsqueda que da MHIDAS para causa general. Puede verse en dicha tabla que son tres las causas generales más comunes: el fallo mecánico, el error humano y la violencia de la propia reacción (esta última, fruto de un desconocimiento del propio proceso). Cabe decir que las causas expuestas en la tabla 3 no son excluyentes, lo cual significa que para un incidente dado pueden darse varias de estas causas a la vez, por lo que la suma de incidentes es mayor que 48 y la de porcentaje superior a 100%.
| Tabla 3. Clasificación según la causa o fallo que originó los incidentes ocurridos con pérdida de control de la reacción (fuente: MARS 3.0). | |||||||||||||||||||||||||||
|
De la misma manera, según la descripción dada de los sucesos, hemos clasificado los accidentes por origen específico (Tabla 4) y por causa específica del suceso (Tabla 5). En la Tabla 4, se comprueba que el reactor es el lugar donde el proceso acostumbra a descontrolarse. De la Tabla 5, deducimos que además de los errores humanos son las reacciones inesperadas o descomposición de sustancias las causantes de la mayor parte de los accidentes ocurridos en las industrias.
| Tabla 4. Clasificación según el lugar donde se origina ron los incidentes ocurridos con pérdida de control de la reacción (fuente: MARS 3.0). | |||||||||||||||||||||||||||||||||||||||||||||
|
| Tabla 5. Clasificación según la causa o fallo específico que originó los incidentes ocurridos con pérdida de control de la reacción (fuente: MARS 3.0). | |||||||||||||||||||||||||||||||||||||||||||||||||||
|
De forma continua desde 1985, la base MHIDAS recopila datos sobre incidentes que involucran a materias peligrosas, sean o no accidentes mayores, ocurridos desde 1966 y algunos importantes anteriores a esta fecha. Incluye: almacenamiento, transporte y proceso, principalmente para instalaciones químicas y petroquímicas. No contempla: accidentes en plataformas petrolíferas, minas o con productos nucleares.
Gestionada por los organismos competentes del Reino Unido SRD (Safety and Reliability Directorate) y HSE (Health and Safety Executive). Su contenido es público, pudiendo contratarse los servicios de consulta a través del propio organismo SRD, que envía los listados requeridos, o de modo interactivo a través de los CDROM que distribuye la compañía Silver Platter International, N.V.
MHIDAS contiene incidentes de 95 países de todo el mundo, particularmente de los Estados Unidos, del Reino Unido, Canadá, Alemania, Francia y la India. Los datos han sido seleccionados e indizados por ingenieros expertos. La procedencia de los datos son fuentes públicas generales.
Cada registro de MHIDAS hace referencia a una sustancia peligrosa involucrada en un accidente mayor y está dividido en una serie de campos que permiten obtener información sobre cada suceso en particular (número del registro, fuente del registro, fecha del incidente, tipo de incidente, origen general y específico del incidente, causa general y causa específica, etc.). A su vez, algunos de estos campos disponen de una serie de códigos que permiten concretar la búsqueda de información hacia un tema de particular interés (por ejemplo, dentro del campo Origen General disponemos de los códigos: proceso, planta de almacenamiento, transporte, carga/descarga, almacén de residuos, doméstico/comercial y almacén de productos). El mayor número de campos y palabras clave en la base MHIDAS, permite acotar mucho mejor la búsqueda de información de lo que se puede hacer con MARS.
Esta base de datos tiene, sin embargo, una serie de limitaciones que deben ser consideradas al realizar las búsquedas de información. Por ejemplo: Hay que tener en cuenta que un mismo incidente estará registrado tantas veces como sustancias peligrosas se hayan visto involucradas, desvirtuando el número total de incidentes; No todos los registros tienen descritos todos los campos, de modo que al realizar una búsqueda a través de la palabra clave de un campo, se dejan de lado todos los que no posean ese campo descrito; En algunas ocasiones nos hemos encontrado que incidentes provocados por una reacción no controlada ( uncontrolled) no estaban calificados como runaway; Hay solapamiento de resultados, debido a que dentro de un campo se pueden incluir varias palabras claves. Por ejemplo, dentro de Causa General (GC) se puede indicar fallo mecánico, error humano y reacción violenta. Esto provoca que los resultados dados como porcentajes en las tablas sumen más del 100%.
El CD consultado data de abril de 1997 (último incidente registrado con fecha de 2 de mayo de 1996). Contiene 8742 registros que corresponden a 7606 incidentes; como ya se ha comentado, esta diferencia de 1136 registros la provoca el hecho de que un mismo incidente puede aparecer varias veces registrado, según el número de sustancias involucradas (tantos registros como sustancias).
Del total de registros, hay 1907 que ocurrieron en la planta de proceso (Process en el campo Origen General), entre los cuales hay 212 repeticiones (el mismo incidente, pero diferente sustancia), por tanto resultan 1695 incidentes ocurridos en la planta de proceso. Esto implica que de los incidentes registrados en la base de datos MHIDAS, hasta abril de 1997, un 22.3% tuvieron lugar en elementos de la planta de proceso.
De todos los registros que aparecen catalogados con proceso como origen general del incidente, en la Tabla 6 se muestra la distribución de dichos incidentes según el lugar específico donde se ha originado el suceso.
| Tabla 6. Clasificación de los incidentes ocurridos en la planta de proceso, según el lugar específico donde se han originado (fuente: MHIDAS). | ||||||||||||||||||||||||||||
|
En la Tabla 7 se indican el número de registros y de incidentes según la causa general que los ha provocado, del total de incidentes ocurridos en plantas de proceso (respecto a los 1695 incidentes ocurridos en la planta de proceso). Cabe mencionar que hay un total de 942 registros (de los cuales, 77 son repeticiones) que no tienen especificada la causa general, por lo tanto no están incluidos en la tabla, aunque por el resumen del incidente puede entenderse que ha sido ocasionado por una pérdida de control.
| Tabla 7. Clasificación de los incidentes ocurridos en la planta de proceso, según la causa general que los ha originado (fuente: MHIDAS). | ||||||||||||||||||||||||||||||||||||
|
Este trabajo se centra en el tema de las reacciones fuera de control, por ello se han buscado los incidentes ocasionados por la pérdida de control de una reacción (con la palabra runaway como causa específica). De los 207 registros que aparecen como runaway como causa específica, y que corresponden a 153 incidentes, hay un total de 138 registros con proceso como origen. De estos 138 registros, hay 37 repeticiones y por tanto 101 incidentes ocasionados en la planta de proceso y como causa específica la pérdida de control de la reacción. Esto significa que, según la base de datos MHIDAS, un 6% de los incidentes ocurridos en una planta de proceso son debidos a una reacción fuera de control (Tabla 8).
| Tabla 8. Relación de los incidentes ocurridos en la planta de proceso, según ciertas causas específicas de especial interés en este trabajo (fuente: MHIDAS). | ||||||||||||||||||||
|
De los incidentes en los que se describe que ha ocurrido una pérdida de control de la reacción se muestra en la Tabla 9 la distribución según causa general del origen. Y en la Tabla 10 están distribuidos según las causas específicas por las que están catalogados.
| Tabla 9. Relación de los registros e incidentes ocurridos por pérdida de control de la reacción, según la causa general que los ha ocasionado (fuente: MHIDAS). | ||||||||||||||||||||||||||||||||||||
|
| Tabla 10. Clasificación de los incidentes ocurridos en la planta de proceso y debido a la pérdida de control de la reacción, según la causa específica que los ha originado (fuente: MHIDAS). | ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
|
Puede observarse, al comparar la Tablas 3 con la 9 y la Tabla 5 con la 10, que pese a ser muy distintos los valores numéricos obtenidos con las bases MARS y MHIDAS, dado que la gestión de ambas bases difiere bastante la una de la otra, la tendencia general de los resultados coincide, así como las conclusiones que pueden deducirse.
A continuación se describen siete accidentes tipo, originados por causas relevantes de especial importancia, en procesos en los que se producen o pueden producir reacciones peligrosas.
Proceso de fabricación de materias primas empleadas en la fabricación de antibióticos.
En una de las etapas del proceso se debe efectuar una reacción química entre ácido sulfúrico y ß-picolina (líquido extremadamente inflamable) para obtener el correspondiente sulfato. Dicha reacción debe proceder con agitación continua (mediante aporte de aire comprimido) y a temperatura baja, para posteriormente aumentar la temperatura y proseguir con el proceso. Sin agitación la reacción no se produce, quedando la ß-picolina separada en un nivel superior por su menor densidad.
El accidente sucedió durante el turno de noche. Había dos operarios que controlaban este proceso químico que se desarrollaba en paralelo en varios reactores químicos iguales. Dado que el proceso puede considerarse como discontinuo, los operarios ocupaban parte de su tiempo vigilando que las reacciones químicas se desarrollaban correctamente, mientras esperaban efectuar algunas operaciones manuales como la carga de aditivos o el vaciado de reactores.
Los operarios no apercibieron que el aire comprimido no accedía correctamente a uno de los reactores por motivos diversos, no determinados (un indicador de presión en la tubería de aire, previo a una válvula de regulación manual, era el único elemento de información disponible). Ello ocasionó que, al incorporar la ß-picolina, ésta no reaccionara con el ácido sulfúrico y, cuando los operarios permitieron el aporte energético al reactor a través del baño de aceite térmico perimetral, la ß-picolina sufrió una significativa evaporación rompiendo la junta de teflón de la tubería de vidrio de salida de gases del reactor, liberándose al medio ambiente.
Por un foco de ignición indeterminado (la instalación eléctrica de la sala no era antideflagrante), se generó la consiguiente deflagración de tales vapores, propagándose la combustión al interior del reactor que, a consecuencia de ello, sufrió una sobrepresión. La tapa se deformó sin llegar a saltar.
A raíz del accidente los dos operarios de la nave resultaron muertos y esta quedó completamente destruida.
Incorrecto diseño de los sistemas de regulación y control del proceso químico por:
equívoco sistema de medición de la presión en la conducción de aire, no representativa para el paso de flujo al reactor.
ausencia de elementos de control y de seguridad del flujo de aire dada la importancia de la agitación en el proceso.
proceso químico no automatizado, basado en el control humano.
Falta de procedimientos de trabajo escritos que contemplaran los aspectos clave de seguridad.
Los elementos de regulación y control en procesos químicos deben actuar sobre las variables clave y los sistemas de seguridad, del todo necesarios, han de actuar ante fallos previsibles de los primeros.
Los procesos discontinuos son especialmente peligrosos por posibles errores humanos.
Reactor para obtención de etanolamina, a partir de la reacción entre óxido de etileno y amoníaco.
El óxido de etileno se almacena en un tanque y es enviado al reactor mediante una bomba impelente. A la salida de dicha bomba existe una válvula de seguridad que, ante una presión excesiva, es abierta interconectando la conducción con la de alimentación. Entre la bomba y el reactor se dispone de varias válvulas antirretorno. Las líneas de alimentación del reactor, para cada reactivo, son independientes.
Se produjo un reflujo de amoníaco hacia la línea de óxido de etileno, que consiguió pasar a través de las diversas válvulas antirretorno de la línea del óxido de etileno. También, logró remontar la bomba impelente del óxido de etileno a través de la interconexión de la válvula de escape.
Al llegar al tanque de almacenamiento, el amoníaco reaccionó con 30 m3 de óxido de etileno produciéndose la ruptura violenta del tanque, con posterior explosión de la nube de vapor formada.
Diseño inadecuado de la instalación:
válvulas antirretorno inadecuadas para el posible reflujo.
ausencia de un sistema de seguridad que detecte presión en la conducción evitando el reflujo.
puesta en juego de toda la masa de óxido de etileno almacenada, al no disponer de almacenamiento intermedio con menor cantidad de este reactivo.
El diseño de una instalación peligrosa ha de ser intrínsecamente seguro, previendo posibles fallos y desviaciones de las condiciones de trabajo y contemplando la fiabilidad de aquellos componentes con funciones específicas de seguridad. Tal es el caso de las válvulas antirretorno, que normalmente son de baja fiabilidad.
Reacción entre óxido de etileno y glicerol, que se realiza en un reactor discontinuo (Figura 1). El proceso es exotérmico y requiere unas estrictas condiciones de temperatura: a menos de 115°C no se puede llevar a cabo y, a temperatura superior a 125°C es demasiado rápida.
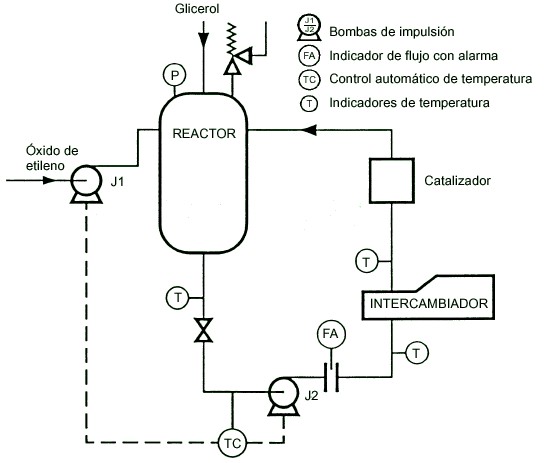
Figura 1. Esquema del sistema de circulación del reactor discontinuo, para la reacción entre óxido de etileno y glicerol.
En primer lugar, se hace circular el glicerol por el reactor y el intercambiador (éste puede actuar como calentador o enfriador del flujo de reactivos) hasta alcanzar una temperatura ligeramente superior a 115°C. En ese momento, se añade el óxido de etileno al reactor, produciéndose la reacción y pasando a enfriar el producto de la reacción mediante su recirculación por el intercambiador.
En uno de los procesos realizados, el operario olvidó abrir la válvula manual de salida del reactor. El indicador de flujo y la alarma habían sido desconectados, por lo cual no se detectó la no circulación de flujo.
Al añadir el óxido de etileno se produjo un aumento de la presión en el interior del reactor, debido a que dicha sustancia no estaba reaccionando.
El operario, creyendo que el regulador de temperatura no daba las instrucciones precisas a la bomba, se permitió alterarlo subiendo su temperatura de control. De esta forma observó que se habían alcanzado los 200°C, sin descender la presión (la temperatura del regulador había subido por la proximidad a la bomba que, al trabajar en vacío por estar la válvula cerrada, se había sobrecalentado).
Cuando el operario se dio cuenta de su error, apercibiéndose que la válvula está cerrada, la abre pasando tres toneladas de óxido de etileno junto con el glicerol por el intercambiador, provocando una reacción violenta e incontrolada.
El reactor explotó ocasionando dos heridos de gravedad y la destrucción de toda la instalación.
Incorrecto diseño del sistema de regulación y control del proceso, al no ser representativa la medición de la temperatura, del sistema de regulación automática de las bombas, de las condiciones térmicas existentes en el reactor.
Negligencia de los responsables de la unidad, al estar el indicador de flujo y alarma asociada al mismo, fuera de servicio.
Incorrecta actuación del operario, al modificar el sistema de regulación de temperaturas sin autorización y no comprobar las diferencias de lecturas entre el indicador térmico a la salida del reactor y el del control automático previo a la bomba, todo ello por falta de adiestramiento e instrucciones. Apertura de la válvula en condiciones peligrosas.
Independientemente de la importancia de que una instalación peligrosa disponga de los adecuados sistemas tanto de regulación como de seguridad, es imprescindible controlar periódicamente su buen funcionamiento. Ninguna modificación, que pueda alterar el régimen de funcionamiento de una instalación, podrá realizarse sin autorización.
Planta de producción de insecticidas a partir de triclorofenol.
El proceso consistía en la reacción de 1,2,4,5-tetraclorobenceno con hidróxido sódico, en presencia de etilenglicol como disolvente, para formar 2,4,5-triclorofenol (TPC), a partir del cual se produce el insecticida.
La reacción se llevaba a cabo en un reactor de 10 m3 de capacidad. El proceso es de tipo discontinuo y se opera a una temperatura entre 140° - 170°C. Finalizada la reacción es necesario llevar a cabo una serie de operaciones que eviten el descontrol del proceso:
destilar el 50% del disolvente.
una vez destilada esa cantidad, mantener la agitación del reactor hasta que la temperatura baje a unos 60°C.
inhibir reacciones no deseadas mediante un enfriamiento rápido con 3 m3 de agua en la camisa del reactor.
En condiciones normales de proceso, la cantidad de dioxina producida es ínfima.
La ley italiana vigente entonces exigía parar el funcionamiento de la planta durante el fin de semana.
En la última operación de proceso de la semana, realizada el viernes por la tarde, no se cumplieron las especificaciones de final de proceso:
sólo se destiló el 15% del disolvente
no se refrigeró con agua el reactor
se interrumpió el funcionamiento del agitador sin esperar a que bajara la temperatura
se desconectó el registro de temperatura, cuando ésta era de 158°C
se abandonó el control del proceso, al llegar la hora de finalizar la jornada laboral, por lo que al cabo de seis horas y media se produjo una reacción exotérmica, generando una sobrepresión que rompió el disco de ruptura, difundiéndose a la atmósfera la dioxina generada (1 kg).
A consecuencia de la fuga, hubo diez intoxicados y alrededor de mil evacuados, del pueblo vecino. Los daños materiales se valoraron en 16 mil millones de pesetas.
Deficiencias en el sistema de control del proceso químico, unido a la ausencia de una instalación de absorción de gases para posibles escapes.
Comportamiento humano inseguro por desconocimiento del riesgo, actuaciones negligentes, deficiente vigilancia y control, incorrecta organización del trabajo.
La evaluación de riesgos, mediante métodos específicos, es fundamental previa la puesta en marcha de una instalación. Ante el riesgo químico de graves consecuencias, es necesario aplicar métodos específicos de evaluación que permitan profundizar en el análisis.
En instalaciones peligrosas, la existencia de procedimientos escritos de trabajo es esencial para poder capacitar a las personas en las actuaciones seguras que han de seguir. Mediante observaciones planeadas del trabajo, se controlará el cumplimiento de tales procedimientos y que los hábitos de trabajo sean seguros.
La parte del proceso en que sucedió el accidente consta de un horno, el cual suministra aceite caliente para intercambio térmico en cuatro evaporadores (Figura 2). Uno de los evaporadores se aisló del proceso para proceder a su reparación.
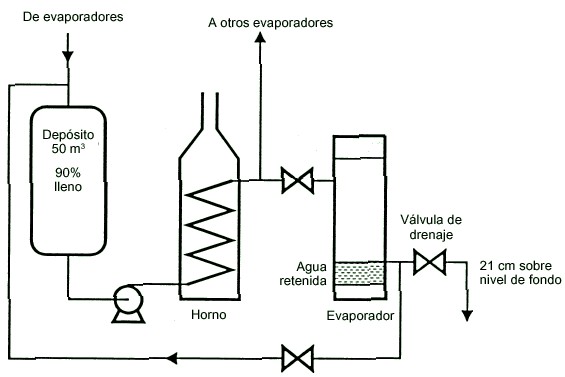
Figura 2. Esquema de la zona de la planta de proceso donde se produjo el accidente por sobrepresión
Se efectuó una prueba de presión con agua.
Se usó para efectuar el vaciado del agua del evaporador una válvula de desagüe situada en la parte baja del mismo.
La conexión de la válvula de desagüe estaba situada 21 cm por encima del fondo de la columna, debido a lo cual quedó una pequeña cantidad de agua sin evacuar. Al poner nuevamente en marcha el proceso, el aceite proveniente del horno a alta temperatura entró en contacto con el agua, provocando una vaporización instantánea muy violenta.
El evaporador explosionó por la parte superior, saltando en pedazos. El aceite caliente formó una nube que se inflamó inmediatamente formando una bola de fuego de 35 m de diámetro.
Instalación inadecuada de la válvula de desagüe, no evacuando la totalidad del agua contenida en el evaporador.
Incorrecto procedimiento de trabajo, no verificando la correcta operación de purga de agua.
Los trabajos de reparación y mantenimiento de instalaciones requieren de autorización y de los correspondientes procedimientos de trabajo. La especial peligrosidad de estos trabajos requiere de un riguroso control, extensivo a la propia instalación, antes de la puesta en marcha.
Planta para la producción de metilisocianato (sustancia tóxica e inflamable), destinada a la fabricación de insecticidas. Se trata (figura 3) de una reacción en fase vapor entre fosgeno y monoetilamina para formar cloruro de metilcarbonilo, el cual mediante pirólisis conduce al metilisocianato deseado (MIC).
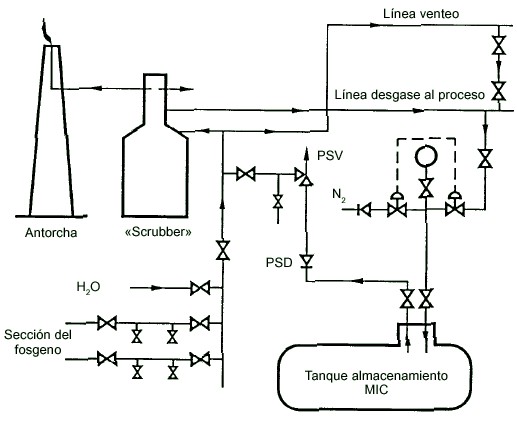
Figura 3. Esquema del proceso de fabricación de metilisocianato
El MIC se trataba mediante una columna de fraccionamiento para separar el cloroformo residual. A continuación, el MIC refinado se almacenaba en dos tanques intermedios semienterrados de 53 m3 cada uno, con un tercer tanque vacío para emergencias. El almacenamiento debía realizarse con refrigeración continua, en torno a los 0°C, en los tanques.
Se disponía de scrubber con recirculación de hidróxido sódico para la absorción de exceso de vapores de MIC, permitiéndose su recirculación en el proceso o bien ser quemados en antorcha, a la que también podrían confluir los gases procedentes de otras unidades del proceso.
Entrada en el depósito intermedio de MIC, en el que existía cloroformo en exceso (entre 700 y 1400 kg), de una cantidad considerable de agua (entre 450 y 900 kg), provocando una reacción exotérmica no deseada, con un aumento de presión y temperatura a consecuencia de la cual saltó la válvula de alivio y el MIC (45 m3) se descargó a la atmósfera.
Se supone que el agua procedía de la limpieza de una línea de venteo, sin ser detenida por las diferentes válvulas que dan acceso al depósito del MIC.
Existía una acumulación de chabolas junto a la fábrica.
Se produjeron 2.500 muertos y 200.000 intoxicados. Daños económicos superiores a 150 mil millones de pesetas.
Procedimiento de limpieza con agua sin colocar bridas ciegas en el conducto de entrada al tanque de MIC.
Falta de formación e información del personal responsable.
Almacenamiento de MIC en depósito intermedio con un contenido de cloroformo fuera de especificación debido a desarrollarse el proceso de depuración del MIC a temperatura superior a la normal.
Deficiencias notorias en los sistemas de seguridad de la instalación:
Desconectada la alarma de temperatura del depósito y parada del sistema de refrigeración del MIC desde 6 meses antes.
Scrubber parado por emplear bomba de recirculación de hidróxido sódico accionada manualmente.
Antorcha fuera de servicio por mantenimiento.
El aislamiento con bridas ciegas es fundamental para asegurar la realización de trabajos de mantenimiento y limpieza en equipos peligrosos.
La existencia de sistemas de seguridad y la formación de los trabajadores es básica en instalaciones peligrosas, pero también lo es el control periódico de la fiabilidad de respuesta de los componentes y sistemas.
Se desarrolla un proceso de fabricación de resinas fenolformol en autoclave.
La condensación entre fenol y formol debe realizarse en estrictas condiciones de presión y temperatura dado lo altamente exotérmico de la reacción. En el proceso también interviene agua, que actúa como refrigerante para que la reacción se mantenga entre 70-74°C, regulándose de forma manual el vacío del autoclave que puede estar en torno a los 500 mm c.d.a. Además, se utiliza sosa cáustica como catalizador y colofonia.
El fenol y el formol sobre el que existe un control de calidad son pesados y dosificados automáticamente. El agua se adiciona desde instalación fija y controlada visualmente mediante medidor de nivel y válvula manual.
El autoclave dispone de indicadores de presión y temperatura y sistema de refrigeración por circuito perimetral de agua.
Tras la adición del fenol, el formol y el agua, se observaron anomalías en el proceso, tales como una bajada importante del vacío y un desprendimiento de vapores de color blanco. Al cabo de unos instantes y tras haber abierto el agua del sistema de refrigeración, con el que está dotado el autoclave como actuación de emergencia, el proceso se descontroló totalmente produciéndose una explosión del autoclave que salió proyectado, provocando graves destrozos y resultando dos operarios accidentados con quemaduras graves.
Ausencia de los adecuados sistemas de regulación y control del proceso químico, basado totalmente en la actuación del personal.
Posible carga inadecuada de agua.
Posible alteración del régimen de funcionamiento de la bomba de vacío.
Ausencia de sistema de inundación por agua ante emergencias.
Los procesos peligrosos precisan sistemas de seguridad autocontrolados, de tal manera que, independientemente de la actuación humana ante desviaciones de las condiciones de operación, la respuesta conduzca a una situación segura.
(1) DROGARIS, G.
Major accident reporting system. Lessons learned from accidents notified,
Amsterdam, Elsevier Science Publishers B. V., 1993, 240 p.
(2) MARS (Major Accident Reporting System), http://mahbsrv.jrc.it/
(3) MHIDAS (Major Hazard Incident Data Service),
UK Atomic Energy Authority (UKAEA), Safety and Reliability Directorate (SRD), 1997.
Según la directiva Seveso II, un accidente grave es “cualquier suceso, tal como una emisión en forma de fuga o vertido, incendio o explosión importantes, que sea consecuencia de un proceso no controlado en el curso de una actividad industrial, que suponga una situación de grave riesgo, inmediato o diferido, para las personas, los bienes y el medio ambiente, bien sea en el interior o exterior del establecimiento, y en el que estén implicadas una o varias sustancias peligrosas”.