Redactor:
Emilio Castejˇn Vilella
Ingeniero Industrial
Jorge Renˇm Sotorra
Ingeniero Industrial
CENTRO DE INVESTIGACIËN Y ASISTENCIA T╔CNICA - BARCELONA
Objetivo
Las operaciones de soldadura estßn ampliamente extendidas dentro
del ßmbito industrial. Como consecuencia de estas operaciones, el soldador estß
frecuentemente expuesto a humos y gases de soldadura. El origen de estos contaminantes se
encuentra en el material soldado (material base o su posible recubrimiento), el material
aportado (metal de aporte, escorificantes, fundentes, desoxidantes, gas de protecciˇn), y
en el aire que constituye el entorno de la zona de soldadura (origen en parte de los gases
nitrosos, ozono y monˇxido de carbono). La eliminaciˇn de los riesgos producidos por la
exposiciˇn a dichos contaminantes exige que los humos y gases no alcancen la zona
respiratoria, o, si lo hacen, hayan sido previamente diluidos mediante sistemas de
extracciˇn localizada o ventilaciˇn general.
El objetivo de esta nota es la difusiˇn de los medios mßs
com˙nmente utilizados en Higiene Industrial para la prevenciˇn de los riesgos
higiÚnicos en los procesos de soldadura.
La extracciˇn localizada efect˙a la captaciˇn de los
contaminantes por aspiraciˇn lo mßs cerca posible de su punto de emisiˇn, evitando asÝ
su difusiˇn al ambiente y eliminando por tanto la posibilidad de que sean inhalados.
Estos sistemas se basan en crear en la proximidad del foco de
emisiˇn una corriente de aire que arrastre los humos generados, eliminando de esta forma
la contaminaciˇn en la zona respiratoria del soldador. En los sistemas de extracciˇn
localizada que se proponen, es posible encontrar una velocidad de arrastre, suficiente
para lograr una captaciˇn adecuada y que sea compatible con las exigencias de calidad de
las operaciones de soldadura.
Cuando el sistema dispone de filtro de humos, la descarga del aire
aspirado puede efectuarse en la propia nave de trabajo logrßndose, ademßs de la
separaciˇn del contaminante, un considerable ahorro energÚtico en el tratamiento del
aire de reposiciˇn del aire extraÝdo.
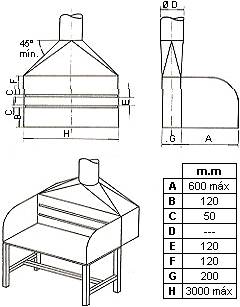 |
Cuando el puesto de soldadura es
fijo, es decir, no es necesario que el soldador se desplace durante su trabajo, se puede
conseguir una captaciˇn eficaz de los gases y humos de soldadura, mediante una mesa con
extracciˇn a travÚs de rendijas en la parte posterior.
El caudal de aspiraciˇn recomendado para este tipo de mesa es de
2000 m3/h por metro de longitud de la mesa.
La velocidad del aire en las rendijas debe ser como mÝnimo de 5
m/s. La eficacia disminuye mucho si la anchura de la mesa rebasa los 60 - 70 cm. La
colocaciˇn de pantallas en los extremos de la mesa, en la forma que se indica en la
figura, mejora la eficacia de extracciˇn. |
Cuando es preciso desplazarse durante el trabajo, por ejemplo al
soldar piezas de gran tama˝o, no es posible el empleo de mesas de soldadura, por lo que
hay que recurrir al uso de peque˝as bocas de aspiraciˇn desplazables.
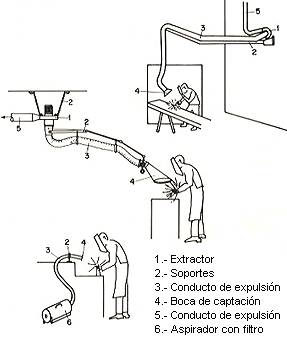 |
El caudal de aspiraciˇn necesario en este caso depende en gran
medida de la distancia entre la boca de aspiraciˇn y el punto de soldadura. Los valores
normalmente empleados se reflejan en la tabla siguiente:
| Caudal m3/h |
Distancia en m |
| 200 |
0,1 |
| 750 |
0,2 |
| 1.650 |
0,3 |
| 3.000 |
0,4 |
| 4.500 |
0,5 |
Debe tenerse en cuenta que la velocidad de la
corriente de aire creada por una campana de aspiraciˇn en el punto de soldadura,
disminuye rßpidamente al aumentar la distancia entre la boca de aspiraciˇn y el punto de
soldadura; por lo tanto, es importante que esta distancia no sea superior a la prevista en
el cßlculo del caudal, a fin de mantener la eficacia del sistema. |
En las operaciones de soldadura con hilo continuo y atmˇsfera
protectora se ha sugerido el empleo de extracciones acopladas a la propia boquilla de
soldadura.
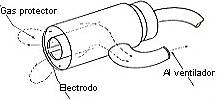
El caudal necesario en estos casos es muy reducido, habiÚndose
sugerido cifras del orden de algunos metros c˙bicos por hora. En cualquier caso, las
dificultades de su puesta en prßctica aconsejan acudir a equipos ya comercializados que
se encuentran en el mercado.
Una ˙ltima alternativa la constituyen los elementos de captaciˇn
incorporados a las pantallas de protecciˇn contra las radiaciones ultravioleta:
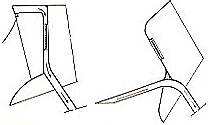
Desde el punto de vista teˇrico, este sistema presenta la ventaja
de que, por la misma Ýndole de la operaciˇn, es forzoso que la pantalla (y por tanto la
aspiraciˇn) se sit˙e muy cerca del punto de soldadura, lo que contribuye notablemente a
incrementar la eficacia de captaciˇn. Como contrapartida, en el mercado espa˝ol, este
tipo de protecciˇn estß poco extendido.
Estos sistemas -muy poco extendidos por sus fuertes limitaciones
de aplicaciˇn- se fundamentan en el intento de expulsar de su trayectoria ascensional a
los humos reciÚn emitidos, antes de su paso por la zona respiratoria del productor, o
sea, en realidad se intenta crear una cortina de aire fresco entre el foco emisor (punto
de soldadura) y el receptor (operario). Los humos vertidos a la atmˇsfera interna del
local son posteriormente evacuados mediante un sistema de extracciˇn general forzada.
La ventilaciˇn general no puede considerarse en sÝ misma como
una soluciˇn al problema higiÚnico planteado, sino mßs bien como un complemento
necesario a la extracciˇn localizada cuando Ústa no tiene filtro depurador y descarga en
el interior del local, o bien se utiliza un sistema de impulsiˇn localizada.
Los caudales recomendados de ventilaciˇn general suelen
expresarse en funciˇn del tipo de soldadura y de las dimensiones del electrodo, asÝ el
manual de ventilaciˇn de la A.C.G.I.H. para soldadura sobre acero al carbono no
recubierto de otro material (galvanizado p.e.), recomienda los siguientes caudales:
| Dißmetro del electrodo,mm |
Caudal m3/h soldador |
| 4 |
1.700 |
| 5 |
2.500 |
| 6 |
6.000 |
| 10 |
7.500 |
NTPs relacionadas.
- NTP 006 Radiaciones en
soldadura: oculares filtrantes.
- NTP 132 Vßlvulas
antiretroceso.
- NTP 494 Soldadura con arco
elÚctrico.
- NTP 495 Soldadura
oxiacetilÚnica.
BibliografÝa
(1) MARI, V; RENOM, J.
Soldadura: Valoraciˇn y eliminaciˇn del riesgo higiÚnico
Cursos Precongreso. Palma de Mallorca, 1980
(2) AMERICAN CONFERIENCIE OF GOVERNMENTAL INDUSTRIAL HYGIENISTS
Industrial ventilation, 16th Edition
A.C.G.I.H. Lansing, Michigan, USA